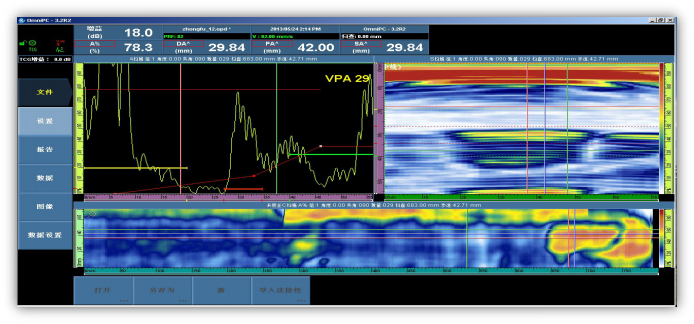
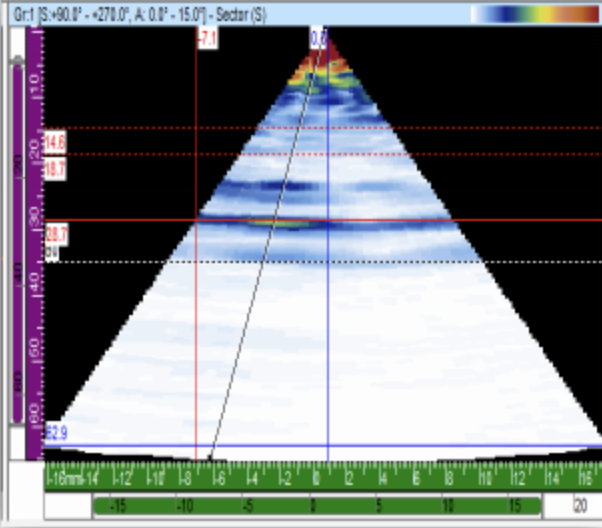
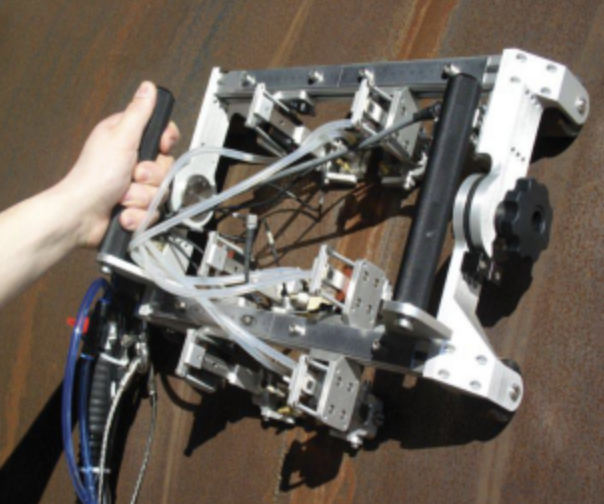
2024 年 7 月 11 日 风电行业解决方案 一、叶片检测解决方案; 检测的问题与难点:在风电叶片检测中,内部分层,脱粘等缺陷是影响其寿命的重要因素,因而PT这样的表面检测手段使用有限,而且这类缺陷,RT对其反应也极其不敏感;对于传统的UT检测来说,玻璃纤维结构穿透性非常差,需要极低频率的探头才能够穿透工件,地面的不平整和支撑梁的信号干扰,对常规超声检测影响非常大;因此,传统的无损检测方法很难达到检测目的 叶片相控阵检测解决方案:针对叶片检测的特点和难点,我们对粘接区域的内部检测做出了解决方案,采用相控阵检测方法,主要检测叶片粘接区域分层、脱粘、缺胶断胶等缺陷,如下: 叶片相控阵检测配置及效果检测使用相控阵设备,搭配0.5兆的风电相控阵探头进行检测,检测结果不仅能清晰的显示脱粘位置、形状、大小,数据还可以永久保存。 叶片相控阵检测配置及效果检测使用相控阵设备,搭配0.5兆的风电相控阵探头进行检测,检测结果不仅能清晰的显示脱粘位置、形状、大小,数据还可以永久保存。 叶片相控阵检测的优势:可靠性高。传统超声检测叶片粘接情况时,很难捕捉到胶层回波与缺胶缺陷回波,往往采用底波法检测胶层,此方法可靠性很低,无法确定缺陷类型、大小,甚至存在漏检、误判情况,而相控阵检测检测能够精确检测到缺陷的位置、大小、形状和类型,可靠性大大增加。漏检率低。传统超声检测对人员要求非常高,不仅需要对叶片结构了解,还需要掌握很高的超声检测技术,检测过程检测人员实时判断,检测结果与耦合情况、检测人员的技术、态度、甚至情绪息息相关,而相控阵检测只需要调好仪器,按部就班的进行扫查,事后评判数据即可,如存在耦合不良或其他任何情况,数据上就会显示出来。无耦合剂污染。相控阵检测大部分均可用水作为耦合剂,检测后没有残留,无任何污染。视图直观。相控阵检测所形成的数据不仅仅有A扫描波形,更有B扫、C扫、D扫、S扫等不同角度的视图,全方位立体的显示被检工件的内部情况,更容易被人理解,也更容易分辨缺陷,这是传统超声无法比拟的。穿透力和分辨力高。相控阵使用的聚焦功能,保证了声波有足够的能量穿透被检工件的同时拥有较高的分辨力,能够检测出缺陷的实际情况。数据可永久保存。传统超声检测原始记录全靠现场人员手写,没有其他记录,无法控制现场实际检测质量,相控阵对现场检测的情况完全体现在检测数据上,检测的数据可永久保存,通过检测数据控制现场检测质量。 叶片相控阵检测案例: 江西某风场在役叶片相控阵检测,主要检测叶片内部的粘接区域脱粘、缺胶情况: 某叶片厂叶片相控阵检测,主要检测叶片内部的粘接区域脱粘、缺胶情况: 二、螺栓检测解决方案 风电螺栓分类 地脚螺栓—连接地基和塔筒的螺栓 塔筒螺栓—连接塔筒的螺栓 叶片螺栓—连接叶片和轮毂的螺栓 螺栓检测的问题与难点:对于螺栓检测,传统检测方法通常使用磁粉检测或常规超声检测,但对在役螺栓检测均存在一定局限性:1、在役螺栓大部分均埋藏在工件中,仅漏出端头一部分,在不拆卸的情况下,磁粉检测无法进行;2、较长的叶片螺栓或地基螺栓,常规超声检测衰减较大,无法保证能够发现缺陷,接触面积又很小,极易漏检;3、常规超声检测无法几率数据或记录缺陷,无可追溯性。相控阵检测均解决了以上问题。 螺栓相控阵检测解决方案:针对螺栓检测的难点,我们采用相控阵小探头,搭配专用于螺栓检测的扫查器进行检测,探头在扫查器内旋转一周采集数据并进行保存。 螺栓相控阵检测配置及效果我们对有图所示螺栓工件进行检测,使用扇扫描的检测结果如下,螺栓中预埋的裂纹类缺陷清晰可见。 螺栓相控阵检测的优势:和传统检测方法相比,相控阵检测螺栓优势明显,主要解决了检测中的几大问题:1、相控阵探头只接触端头,便可以检测到整根螺栓。2、相控阵拥有聚焦功能,及时检测较长螺栓,依然可以保证远端缺陷不漏检;3、相控阵检测使用编码器记录数据,检测的每一根螺栓都可以保存一条数据,每一次检测均具有可追溯性。4、配合螺栓专用扫查器,可以实现批量、快速、有效的检测。 螺栓相控阵检测案例:山东某风场螺栓相控阵检测,主要检测在役螺栓断裂情况,无需取出即可实现快速、有效的检测。 三、齿轮箱检测解决方案 齿轮箱相控阵检测配置及效果:使用相控阵检测齿轮齿部的内部缺陷,采用高频小探头进行检测,能够有效发现齿部内部较小的缺陷,检测范围可有效覆盖整个齿部。 齿轮箱相控阵案例:北京某齿轮生产单位齿轮相控阵检测,可快速、有效的检测出齿轮中较小的缺陷。 四、塔筒检测解决方案; 塔筒检测的问题与难点:传统的检测方法中,超声检测效率较慢,且较于依赖人员操作手法,检测结果无法保证;射线检测效率慢且不环保、存在一定危险性。使用TOFD+相控阵技术,可以对塔筒焊缝进行全面检测,检测效率极高,且环保,是替代传统超声、射线检测的理想选择。 塔筒相控阵检测的优势:——高效省时,特别是管状工件——数据可永久记录——视图直观——穿透力和分辨力高——缺陷定位更准确,能准确分辨缺陷所在位置——无耦合剂污染,大部分检测可以用水耦合——可以TOFD和PAUT联合扫查 塔筒相控阵TOFD联合检测的视图效果:TOFD和相控阵可使用扫查器进行联合扫查,不仅检测效率高,两种检测方法也形成互补,对塔筒焊接部位进行全方面的检测。 五、主轴检测解决方案; 主轴检测的问题与难点:风电主轴的探伤也是风电检测领域非常重要的一个环节,风电主轴为长空心结构,加工台阶多回波多,传统超声很难穿透,即使穿透也很难区分信号来源。且小缺陷分辨力不足。相控阵可以完美解决此类问题。使用超声相控阵技术可以在转轴出现微小裂纹的时候即发现该缺陷,并进行相应的处理。 主轴相控阵检测解决方案:使用相控阵探头放置在可接触到的轴外侧,可对由于轴套的存在而无法接触到的轴外表面裂纹进行检测。 六、底座、轮毂等(球墨铸铁)检测解决方案; 球墨铸铁检测的问题与解决方案:由于球墨铸铁材料本身的声学特性,导致传统UT检测杂波信号过多,无法进行有效分辨和检测,相控阵检测专门针对铸件进行了优化,使其能够有效的发现内部气孔、夹渣、缩孔等缺陷,保证了结果的准确性。 七、其他目视检测解决方案 常见的目视检测的问题与解决方案:风机运行的过程中,叶片承受载荷较大,运行环境恶劣,风吹、日晒、雨淋、雷击、腐蚀等等都会对叶片造成或大或小的伤害,在日常检查中能够有效发现这些缺陷显得尤为重要。由于运行环境不同,沿海的风电场叶片受损更为严重些,主要来自雷击、盐雾以及台风的破坏。叶片内部缺陷检查起来十分困难,靠近叶尖区域人员无法进入,我们使用爬行器连接内窥镜来代替人进行目视检测,即可以提高效率,又可以记录,能够达到有效的目视检测目的。 八、润滑系统磨损监测与分析 润滑系统磨损监测与分析:润滑系统的寿命直接影响到整个风电机组的正常运营和使用年限。通常,润滑系统涉及到三个部分的监测: 1.润滑状态监测 2.磨损监测与分析 3.污染物监测其中磨损监测意义重大,机组工程师能够根据磨损金属的成分变化,来预测整个系统的使用寿命,从而及时维护,达到机组正常的运营的目的。奥林巴斯针对风电行业推出的X-5000以其可靠的质量,灵活的使用环境,超低监测极限,完美的解决了风电客户现场对磨损金属的分析需求。因此,一线的工程师和工作人员,无需复杂的操作,也不用将样品带回实验室,即可以得到能够与实验室结果媲美的分析报告。X-5000的特点;便携式&重量轻(10KG)无需样品前处理无需每天标定内置分析系统,快速启动,数秒显示结果全封闭的测试系统,超高安全性自动存储测试数据样品腔可适应多种样品杯和样品瓶