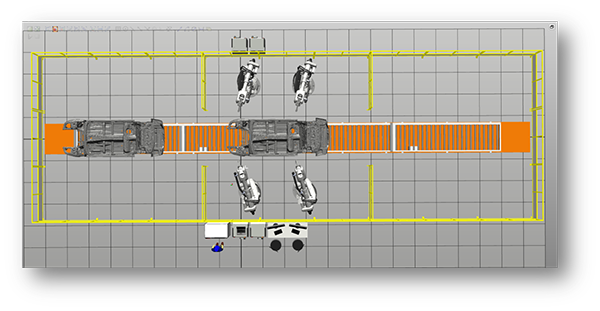
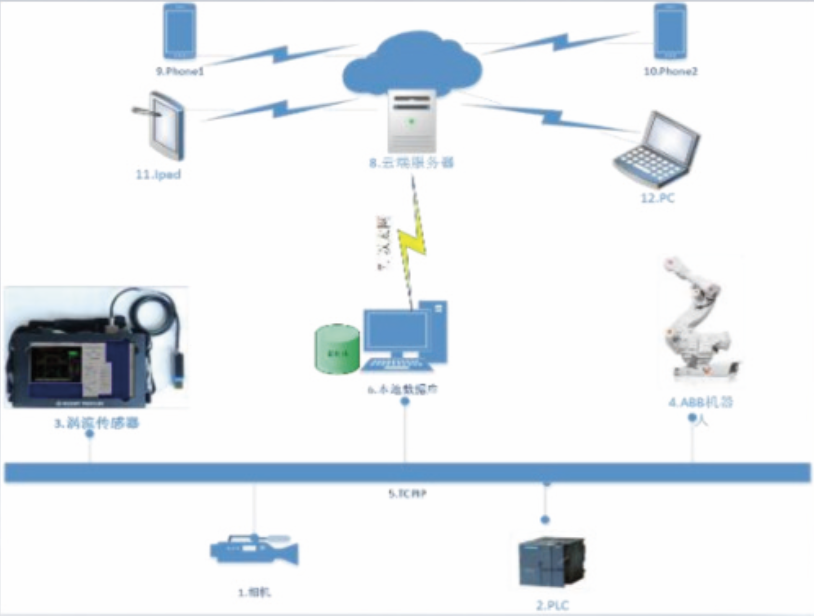
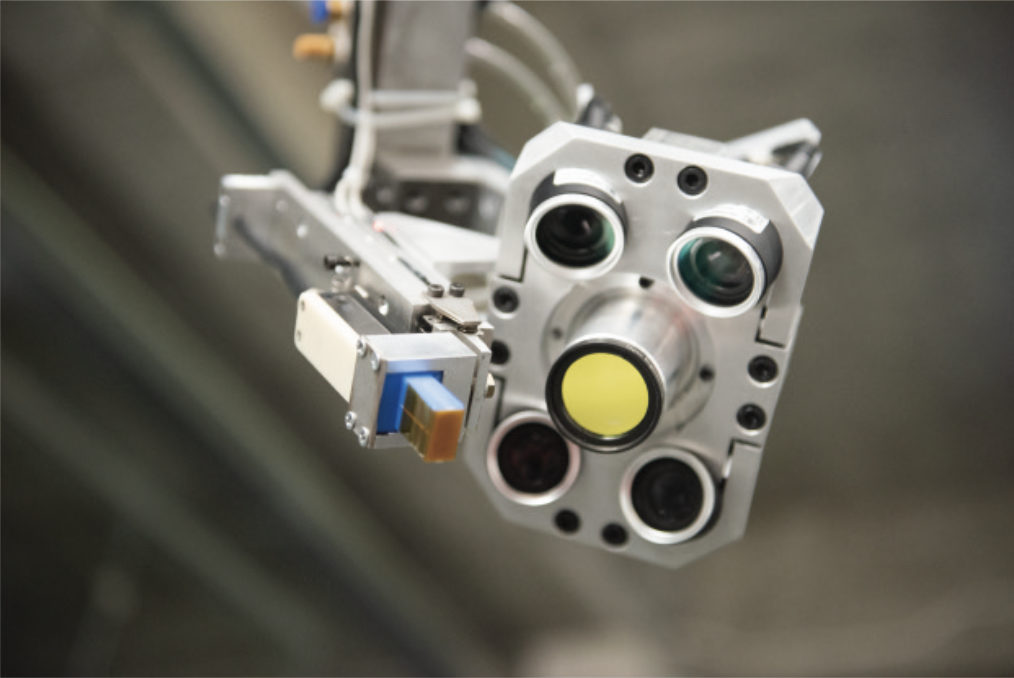
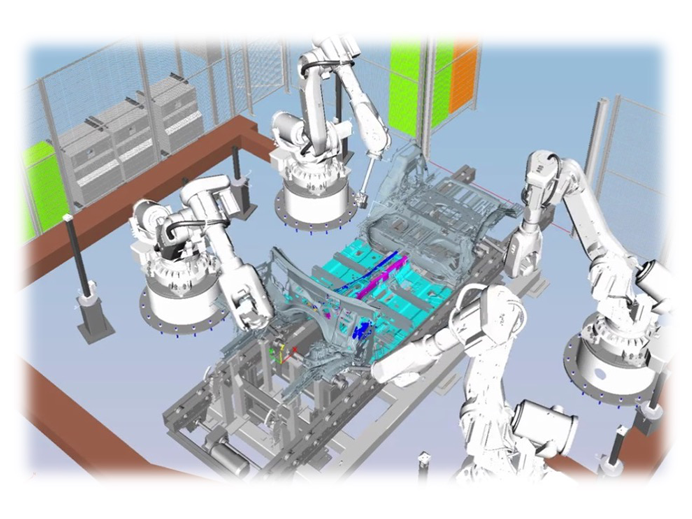
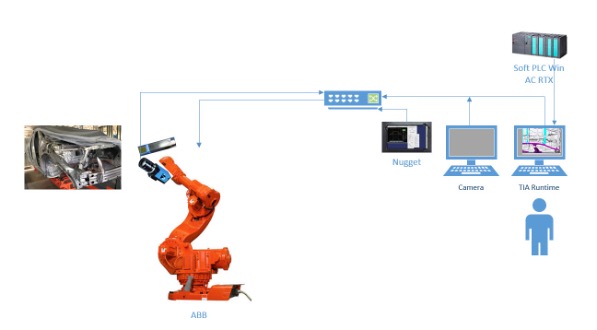
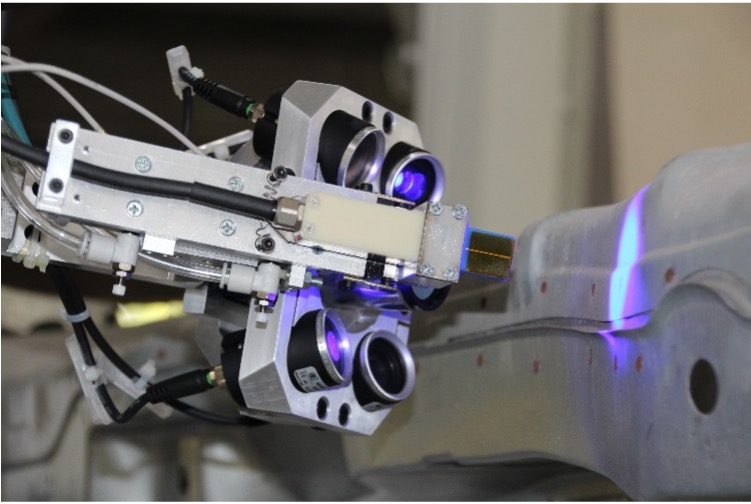
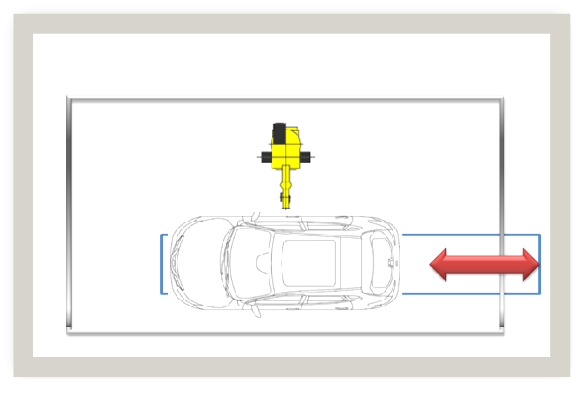
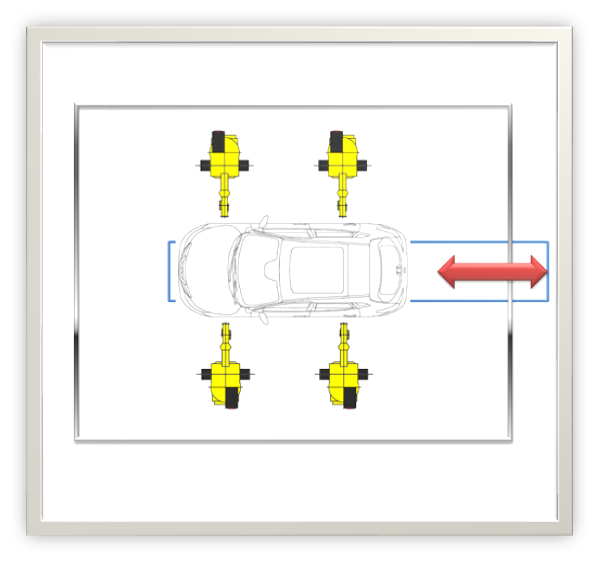
全自动焊点检测系统焊点自动化检测系统产品介绍焊点自动化检测系统全自动焊点检测系统 产品介绍 白车身在生产制造的过程中,在车身焊点检测环节,依旧使用传统的检测以 及手持式的检测设备检测,在生产节拍、数据追溯、检测率都存在明显的改善空 间,全自动车身焊点检测技术能明显的改进上述提到的不足,测试的结果符合点 焊工艺的要求。 四臂机器人解决方案 如图所示为四臂机器人解决方案,单臂机器人系统主要适用于离线检测解决方案。 四臂机器人系统的适用场景:整车骨架和在线抽样检测。四臂系统能够检测焊接系统 在焊接骨架焊点的80%以上的的焊点。 系统的深度学习 当系统每检测 1000 组焊点的完整循环后,会对数据样本中的外观、位置、焊核、相应焊枪的参数进行比对。为用户寻找最优参数方案,同时系统对检测标准进行自动升级。当每个探头的检测量达到50 万次时,需要进行精度标定。结论 :综上述系统的描述,全自动车身焊点检测系统能够大大提升车身的焊接工艺,能够和车身焊接系统形成闭环回路,及时的反馈给焊接系统当前焊点的质量,便于焊接系统及时修改焊接参数或者提醒操作人员及时的调整,提高整车的 安全性。 主控系统的构成 整个系统通过主控系统与分布式 从站通过 TCP/IP 网络相连接,系统检测的结 果将实时的更新到本地的数据库,同时,也可以将本地的数据上传到远程的云端,移动端能够通过访问云端服务器进行数据的在线显示。在线检测的结果也能够实时 的反馈到焊接系统中,以供焊接系统能够进行实时的调节焊接的参数。 对于一个焊点检测节拍的定义 一个完整的焊点检测理论上需要4-5 秒完成一个循环,视觉系统进行外观判定以及定位需要0 . 5 S- 1 S ,涡流检测进行焊点质量的判定需要3 S ,机器 人换点需要 1 秒。其中机器人换点需要考虑到机器人之间互锁的情况。根据理论推算,例 如安装在焊接系统末端进行在线四臂检测的工作站,每天一条产线生产 800 台车,每个工位的停留时间为40 秒,可进行40 个焊点的检测,一天检测的总焊点 数量为32000 个焊点。 手持式检测设备的检测相比传统的人工破检上有一定的提升,但是在智能制造领 域依旧需要投入一定的人力,在检测速率上依旧存在一定的不足,同时,检测的结 果不能够及时的反馈上上 一环节的焊接系统。 传统的人工破检焊点检测方式需要操作工将焊点破开之后,根据经验判断焊点的焊接质量,这种方式大大的增加了生产的工作量,根据经验判定焊点的方式存在一 定的误差,同时,破检之后的零件或者整车存在资源的浪费。 工作设备 工作站包含下列设备: 电控柜 机器人控制柜 伺服控制柜 分布式10 控制柜 系统工作站 ABB 机器人 检测零件 运输小车 伺服电机 安全围栏 整个系统有有个主控系统以及分布式的从站构成,主控系统是西 门子系列的 PLC;分布式的从站有机器人、伺服电机系统、视觉检测模块、涡流检 测模块、外部现场10、现场HMI。对于检测工作站工况的定义:全自动车身焊点检测系统既可以安装在位于焊接 系统的末端作为一个在线的检测站,也可以安装在一个生产线的旁路进行离线的 抽样检测,通常 一个四台机器人的检测工作站需要6米*6米的空间大小。 工作原理和涵盖的技术领域 方案 单机器人站 检测选项: 最多检测20个点在100秒时间 主要面向检测单件或部分车身检测客户 可在线或旁路检测,在线做为单品检测 空间要求: 最小 6m x 6m 安全洁净生产区域 供电和主控柜位置和机械人控制柜位置 四机器人站 检测选项: 最多检测80个点在100秒时间 可覆盖车身的90-95%部位。 主要面向需求车身全检的客户 可在线或旁路检测 检测选项: 最小 6m x 6m 安全洁净生产区域 供电和主控柜位置和机械人控制柜位置 项目特点总结 4机械手完成250焊点检测只需要5分钟 大大节省了人力和耗材成本 自动化焊点检测比人工检测的结果更稳定 可以实现车身焊点的全检 阵列式涡流传感器的应用。 多种视觉手段和核心算法的研究与应用 对车身焊接生产及电极帽的更换起到及时反馈的功能。 完善车身点焊的质量追溯。 更多技术文章 风电行业解决方案 检测的问题与难点:在风电叶片检测中,内部分层,脱粘等缺陷是影响其寿命的重要因素,因而PT这样的表面检测手段使用有限,而且这类缺陷,RT对其反应也极其不敏感;对于传统的UT检测来说,玻璃纤维结构穿透性非常差,需要极低频率的探头才能够穿透工件,地面的不平整和支撑梁的信号干扰,对常规超声检测影响非常大; 2024 年 7 月 11 日 如何选择焊点检测设备,这篇文章为您答疑解惑! 汽车安全也是所有人一直关心的话题,我们一开始就是与安全打交道,我们的产品根据它强大的功能,来检测出与我们息息相关的产品是否安全可靠,包括汽车安全中不可忽视的一项,那就是车身强度; 2024 年 3 月 12 日 更多产品系列 超声波C扫描 超声波点焊检测系统 涡流焊点检测仪 移动电源小车 光谱仪 焊枪涡流错位检测仪 超声波硬度计 产品介绍焊点自动化检测系统全自动焊点检测系统
风电行业解决方案 检测的问题与难点:在风电叶片检测中,内部分层,脱粘等缺陷是影响其寿命的重要因素,因而PT这样的表面检测手段使用有限,而且这类缺陷,RT对其反应也极其不敏感;对于传统的UT检测来说,玻璃纤维结构穿透性非常差,需要极低频率的探头才能够穿透工件,地面的不平整和支撑梁的信号干扰,对常规超声检测影响非常大; 2024 年 7 月 11 日
如何选择焊点检测设备,这篇文章为您答疑解惑! 汽车安全也是所有人一直关心的话题,我们一开始就是与安全打交道,我们的产品根据它强大的功能,来检测出与我们息息相关的产品是否安全可靠,包括汽车安全中不可忽视的一项,那就是车身强度; 2024 年 3 月 12 日